
مقدمه
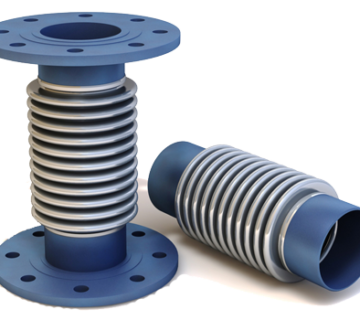
اتصالات جوشی فولادی، قلب تپنده بسیاری از صنایع سنگین مانند نفت، گاز، پتروشیمی، نیروگاه، خودروسازی و سازههای فلزی هستند. این اتصالات وظیفه دارند تا نیرو، فشار، حرارت و ارتعاش را در طول سیستم بهصورت ایمن و پایدار منتقل کنند.
با این حال، فرآیند جوشکاری که برای اتصال این قطعات بهکار میرود، خود یک منبع بزرگ از تنشهای حرارتی و تغییرات ساختاری در فولاد است. هنگامی که قوس جوش ایجاد میشود، دمای موضعی در ناحیه جوش (Weld Zone) به بیش از ۱۵۰۰ درجه سانتیگراد میرسد و سپس بهسرعت سرد میشود. این تغییر ناگهانی حرارت، ساختار میکروسکوپی فولاد را دگرگون کرده و باعث ایجاد تنشهای پسماند، ترکهای حرارتی، یا افت چقرمگی میگردد.
در این شرایط، عملیات حرارتی یا Heat Treatment بهعنوان یک مرحله حیاتی پس از جوشکاری مطرح میشود. هدف از این فرآیند، بازگرداندن تعادل متالورژیکی و بهبود خواص مکانیکی فولاد است تا قطعه بتواند در شرایط کاری سخت (فشار، دما و ارتعاش بالا) عملکرد مطمئنی داشته باشد.
در صنایع پیشرفته، اجرای صحیح عملیات حرارتی پس از جوش، میتواند دوام و استحکام اتصالات فولادی را افزایش دهد. از سوی دیگر، اگر این عملیات بهدرستی انجام نشود، احتمال شکست ترد، تغییر شکل یا ترک در خطوط لوله و سازهها بهطور قابل توجهی افزایش خواهد یافت.
بخش اول: مفهوم عملیات حرارتی در فولاد
عملیات حرارتی به مجموعهای از فرآیندها گفته میشود که طی آن فلز تا دمای مشخصی گرم شده، برای مدت معینی در آن دما نگه داشته و سپس با نرخ کنترلشدهای سرد میشود.
هدف اصلی این فرآیند، تغییر ساختار متالورژیکی فولاد برای دستیابی به خواص مکانیکی مطلوب مانند:
افزایش استحکام کششی و تسلیم
بهبود چقرمگی و مقاومت به ضربه
کاهش تردی و شکنندگی
حذف تنشهای پسماند ناشی از جوش یا شکلدهی
افزایش مقاومت در برابر خستگی و خوردگی
اصول پایه عملیات حرارتی
در عملیات حرارتی، کنترل دقیق سه عامل کلیدی تعیینکننده نتیجه است:
دمای حرارتدهی (Heating Temperature)
زمان نگهداری در دمای هدف (Soaking Time)
نرخ سرد شدن (Cooling Rate)
تغییر هرکدام از این پارامترها میتواند بهطور مستقیم بر ساختار دانهبندی و در نتیجه خواص مکانیکی نهایی فولاد اثر بگذارد.
انواع عملیات حرارتی فولاد
۱. آنیل (Annealing)
در این فرایند، فولاد تا دمایی بالاتر از نقطه بحرانی گرم شده و سپس بهآرامی سرد میشود.
هدف: کاهش سختی، افزایش انعطافپذیری و حذف تنشهای داخلی.
کاربرد: در اتصالاتی که نیاز به ماشینکاری یا شکلدهی دارند.
۲. نرماله کردن (Normalizing)
فولاد در دمای بالاتر از ناحیه بحرانی حرارت داده شده و سپس در هوای آزاد سرد میشود.
هدف: ایجاد ساختار ریزدانه، یکنواختسازی خواص مکانیکی و افزایش استحکام.
کاربرد: در اتصالات جوشی که تحت تنش یا فشار زیاد قرار دارند.
۳. کوئنچ و تمپر (Quenching & Tempering)
در این روش، فولاد ابتدا به سرعت سرد (کوئنچ) و سپس مجدداً در دمایی پایینتر حرارت داده میشود (تمپر).
هدف: افزایش سختی و استحکام همراه با حفظ چقرمگی مناسب.
کاربرد: برای فولادهای پرکربن یا فولادهای مانیسمان تحت فشار بالا.
۴. تنشزدایی حرارتی (Stress Relieving)
در این نوع، قطعه تا حدود ۵۵۰ تا ۷۵۰ درجه سانتیگراد گرم میشود تا تنشهای باقیمانده از جوشکاری از بین برود.
هدف: جلوگیری از ترکهای تنشی و افزایش عمر اتصال.
کاربرد: در خطوط لوله نفت و گاز، مخازن تحت فشار و سازههای سنگین فولادی.
تغییرات ساختاری در عملیات حرارتی
در حین عملیات حرارتی، تغییرات مهمی در ریزساختار فولاد رخ میدهد:
فریت (Ferrite) و پرلیت (Pearlite) مجدداً تشکیل میشوند.
در کوئنچ، ساختار سختتر مارتنزیت (Martensite) شکل میگیرد.
در تمپر، بخشی از مارتنزیت به بینیت نرمتر تبدیل میشود.
رشد یا ریز شدن دانهها بسته به نرخ حرارتدهی و سرد شدن اتفاق میافتد.
نتیجه نهایی این تغییرات، تنظیم تعادل میان سختی، استحکام و چقرمگی است که برای اتصالات جوشی فولادی حیاتی است.
بخش دوم: تأثیر جوشکاری بر ساختار فولاد
فرآیند جوشکاری یکی از پرتنشترین عملیاتهای صنعتی روی فولاد است، زیرا در مدتزمانی کوتاه، دما از محیطی به حدود ۱۵۰۰ درجه سانتیگراد افزایش یافته و سپس بهسرعت کاهش مییابد. این تغییرات حرارتی باعث ایجاد نواحی مختلف در اطراف خط جوش میشود که هرکدام ویژگیهای ساختاری و مکانیکی متفاوتی دارند.
مناطق اصلی در یک اتصال جوشی فولادی
فلز جوش (Weld Metal):
ناحیهای که فلز ذوب شده و مجدداً منجمد میشود. این بخش معمولاً دارای ساختاری ناهمگن و شامل ترکیبات جدید کاربیدی و فازی است.
منطقه متاثر از حرارت (HAZ – Heat Affected Zone):
این ناحیه ذوب نشده ولی تحت تأثیر حرارت بالا قرار گرفته و ساختار متالورژیکی آن تغییر کرده است.
رشد دانهها در این ناحیه سبب کاهش چقرمگی میشود.
اگر نرخ سرد شدن زیاد باشد، احتمال تشکیل مارتنزیت ترد وجود دارد.
فلز پایه (Base Metal):
بخش اصلی قطعه که از تغییر حرارت مصون مانده و ساختار اولیه فولاد را حفظ میکند.
تغییرات ریزساختاری در اثر جوشکاری
در اثر حرارت جوش، واکنشهای متالورژیکی زیر رخ میدهد:
تشکیل مارتنزیت: در فولادهای پرکربن، سرد شدن سریع موجب ایجاد ساختار سخت و شکننده مارتنزیتی میشود.
تشکیل کاربیدها و نواحی فقیر از کربن: در فولادهای کمآلیاژ، ممکن است توزیع کربن ناهمگن شود.
رشد دانهها (Grain Growth): افزایش دما باعث درشت شدن دانههای آستنیت میشود که چقرمگی را کاهش میدهد.
ایجاد تنشهای پسماند: انقباض غیریکنواخت در حین سرد شدن سبب ایجاد تنشهای درونی میشود.
بنابراین، جوشکاری گرچه فولادها را بهخوبی به هم متصل میکند، اما تعادل داخلی ساختار را بر هم میزند.
به همین دلیل در اغلب استانداردهای صنعتی مانند ASME Section IX و API 1104، اجرای عملیات حرارتی پس از جوش (PWHT) اجباری است تا ساختار فولاد مجدداً تثبیت شود.
بخش سوم: عملیات حرارتی پس از جوش (PWHT)
تعریف PWHT
PWHT (Post Weld Heat Treatment) به مجموعهای از فرآیندهای حرارتی گفته میشود که پس از جوشکاری، برای کاهش تنشهای باقیمانده، بهبود ساختار متالورژیکی و افزایش دوام اتصال اجرا میشوند.
این عملیات در حقیقت مکمل فرآیند جوشکاری است و بدون آن، بسیاری از اتصالات فولادی در فشار یا دمای بالا دچار ترک، خستگی یا شکست زودهنگام میشوند.
اهداف اصلی PWHT
کاهش تنشهای پسماند:
انقباض غیریکنواخت پس از جوش موجب تنش داخلی میشود. حرارت دادن مجدد تا دمای کنترلشده، این تنشها را آزاد میکند.
افزایش چقرمگی:
در اثر گرمایش مجدد، ساختار مارتنزیتی ترد به بینیت یا فریت نرمتر تبدیل میشود.
بهبود استحکام و انعطافپذیری:
PWHT باعث ریز شدن دانهها و یکنواختی ساختار فلزی در کل اتصال میگردد.
افزایش مقاومت در برابر ترکهای تنشی:
کاهش تمرکز تنش در منطقه HAZ احتمال شکست را کاهش میدهد.
افزایش عمر خستگی (Fatigue Life):
تنشهای کمتر = دوام بیشتر در سیکلهای کاری مداوم.
مراحل انجام عملیات PWHT
پیشگرم (Preheat):
قبل از جوشکاری، قطعه تا دمای ۱۰۰ تا ۲۵۰ درجه سانتیگراد گرم میشود تا از شوک حرارتی جلوگیری شود.
حرارتدهی اصلی:
پس از اتمام جوش، قطعه تا حدود ۵۵۰ تا ۷۵۰ درجه سانتیگراد گرم میشود. این دما بسته به نوع فولاد متفاوت است.
زمان نگهداری:
معمولاً به ازای هر ۲۵ میلیمتر ضخامت، ۱ ساعت نگهداری انجام میشود. هدف، همدمایی کل مقطع است.
سرد شدن کنترلشده:
سرد کردن باید در کوره یا زیر پوشش عایق بهصورت تدریجی انجام گیرد تا تنش جدیدی ایجاد نشود.
نکات کلیدی در اجرای PWHT
نرخ گرمایش نباید از ۱۰۰°C در ساعت بیشتر شود تا از اعوجاج جلوگیری گردد.
حتماً باید از ترموکوپل برای کنترل دمای دقیق استفاده شود.
در فولادهای حساس به ترک هیدروژنی، عملیات PWHT کمک به خروج هیدروژن از ساختار میکند.
پس از اتمام عملیات، باید آزمونهای سختی و التراسونیک (UT) انجام شود تا اطمینان از صحت اتصال حاصل شود.
بخش چهارم: تأثیر عملیات حرارتی بر خواص مکانیکی اتصالات جوشی فولادی
عملیات حرارتی پس از جوش (PWHT) یکی از حیاتیترین مراحل در بهبود کیفیت اتصالات جوشی فولادی است. این عملیات نه تنها باعث حذف تنشهای پسماند میشود، بلکه به بهبود خواص مکانیکی نظیر استحکام، چقرمگی، سختی و انعطافپذیری نیز کمک میکند. اثرات دقیق عملیات حرارتی به نوع فولاد، دما، مدت زمان نگهداری و نرخ سرد شدن بستگی دارد.
۱. استحکام کششی (Tensile Strength)
استحکام کششی نشاندهنده توانایی یک قطعه فولادی در تحمل بار کششی قبل از شکست است. جوشکاری باعث ایجاد تغییرات حرارتی شدید در منطقه HAZ میشود که میتواند استحکام موضعی فولاد را کاهش یا افزایش دهد، بسته به نوع فولاد و میزان کربن آن.
اثر PWHT:
نرماله کردن (Normalizing): دانهها را ریز و یکنواخت میکند و استحکام کششی را تا ۱۰–۱۵٪ افزایش میدهد.
آنیلینگ (Annealing): باعث کاهش استحکام کششی میشود اما انعطافپذیری و قابلیت شکلپذیری را افزایش میدهد.
کوئنچ و تمپر (Quenching & Tempering): مخصوص فولادهای پرکربن و آلیاژی، سختی و استحکام کششی بسیار بالا ایجاد میکند، بدون آنکه چقرمگی به شدت کاهش یابد.
۲. چقرمگی (Toughness)
چقرمگی توانایی فلز در جذب انرژی قبل از شکست است. منطقه HAZ پس از جوشکاری غالباً دارای چقرمگی پایین است، زیرا دانهها رشد کرده و مارتنزیت ترد ایجاد شده است.
اثر PWHT:
یکنواختسازی ساختار باعث کاهش نواحی ترد میشود.
آنیل یا تنشزدایی، تردی ناشی از تمرکز تنشها را کاهش میدهد.
تمپر کردن مارتنزیت، ترکیب مناسبی از سختی و چقرمگی ایجاد میکند.
۳. سختی (Hardness)
سختی، مقاومت سطحی فلز در برابر خراش و نفوذ است و در جوشکاری بدون کنترل ممکن است به شدت افزایش یابد (مخصوصاً در مارتنزیت).
اثر PWHT:
عملیات کوئنچ، سختی سطحی را به شدت افزایش میدهد.
تمپر کردن پس از کوئنچ، سختی زیاد را کاهش داده و تردی را کاهش میدهد.
آنیل یا تنشزدایی، سختی متوسط ایجاد میکند تا انعطافپذیری حفظ شود.
۴. انعطافپذیری (Ductility)
انعطافپذیری توانایی فولاد در تغییر شکل قبل از شکست است.
اثر PWHT:
افزایش انعطافپذیری باعث میشود اتصالات در برابر تنشهای ناگهانی یا ضربه مقاوم شوند.
فولادهای کمآلیاژ پس از تنشزدایی، انعطافپذیری تا ۱۵–۲۰٪ افزایش مییابد.
۵. مقاومت در برابر ترک و خستگی
عملیات حرارتی باعث کاهش تنشهای پسماند و تمرکز تنشها میشود.
طول عمر خستگی اتصالات پس از PWHT بهطور متوسط ۳۰–۵۰٪ افزایش مییابد.
در فولادهای زنگنزن، حذف رسوب کاربید کروم باعث کاهش ترکهای بیندانهای میشود.
جمعبندی تأثیر عملیات حرارتی
PWHT بهبود یکنواختی خواص مکانیکی در HAZ و فلز جوش ایجاد میکند.
انتخاب روش صحیح (آنیل، نرماله، کوئنچ و تمپر یا تنشزدایی) بر اساس نوع فولاد و کاربرد صنعتی، کلید موفقیت است.
بدون عملیات حرارتی، اتصالات جوشی تحت بارگذاری طولانیمدت یا ضربه ممکن است دچار شکست زودهنگام شوند.
بخش پنجم: انواع فولاد و رفتار آنها در عملیات حرارتی
رفتار فولادها در عملیات حرارتی به ترکیب شیمیایی، میزان کربن، عناصر آلیاژی و ضخامت قطعه وابسته است.
۱. فولاد کربنی ساده (Carbon Steel)
ویژگیها: حساسیت پایین به ترک حرارتی، قابلیت ماشینکاری و شکلدهی خوب.
دمای PWHT: 550–۶۵۰°C
اثر عملیات حرارتی: حذف تنشهای پسماند، افزایش چقرمگی، کاهش احتمال شکست ترد.
کاربرد صنعتی: اتصالات جوشی در خطوط لوله کمفشار و سازههای فلزی سبک.
۲. فولاد کمآلیاژ (Low Alloy Steel)
ویژگیها: حاوی Cr, Mo, Ni و Mn، استحکام بالاتر و حساسیت متوسط به ترک حرارتی.
دمای PWHT: 600–۷۰۰°C
اثر عملیات حرارتی: افزایش استحکام، کاهش تردی، یکنواختی خواص مکانیکی در HAZ.
کاربرد صنعتی: خطوط لوله فشار بالا، مخازن تحت فشار، اتصالات جوشی در نیروگاهها.
۳. فولاد زنگنزن آستنیتی (Austenitic Stainless Steel)
ویژگیها: مقاومت بسیار بالا به خوردگی، اما حساس به رسوب کاربید کروم در HAZ.
دمای PWHT: 800–۹۰۰°C
اثر عملیات حرارتی: جلوگیری از ترک خوردگی بیندانهای، حفظ مقاومت خوردگی، افزایش دوام اتصال.
کاربرد صنعتی: صنایع شیمیایی، نفت و گاز و خطوط آب دریایی.
۴. فولاد مانیسمان (Alloy/Seamless Steel)
ویژگیها: مقاوم به فشار و دما بالا، حساس به ترک حرارتی.
دمای PWHT: 650–۷۵۰°C
اثر عملیات حرارتی: تثبیت ساختار، افزایش طول عمر، کاهش تردی و تنشهای پسماند.
کاربرد صنعتی: خطوط لوله نفت و گاز، تجهیزات فشار قوی و بخار، مخازن صنعتی.
۵. فولاد درزدار (ERW / Welded Steel)
ویژگیها: احتمال ایجاد تردی در ناحیه جوش بیشتر از فولاد مانیسمان.
دمای PWHT: مشابه فولاد کمآلیاژ
اثر عملیات حرارتی: کاهش تنشها، افزایش یکنواختی خواص مکانیکی، کاهش احتمال ترک حرارتی.
کاربرد صنعتی: خطوط لوله متوسط فشار، سازههای فولادی، مخازن صنعتی سبک.
جمعبندی
انتخاب دمای مناسب، زمان نگهداری و روش PWHT بستگی مستقیم به نوع فولاد و کاربرد صنعتی دارد.
عملیات حرارتی صحیح، تعادل بین سختی، استحکام و چقرمگی را فراهم میکند.
عدم اجرای PWHT یا انجام آن با پارامترهای نادرست، خطر شکست ناگهانی و کاهش دوام اتصالات را به همراه دارد.
بخش ششم: نقش دما و زمان در کیفیت عملیات حرارتی
عملیات حرارتی پس از جوش (PWHT) فقط محدود به گرما دادن و سرد کردن نیست؛ کنترل دقیق دما و زمان نگهداری کلید دستیابی به خواص مکانیکی مطلوب است.
۱. اهمیت دما
دمای کمتر از حد استاندارد باعث عدم آزادسازی کامل تنشهای پسماند و باقی ماندن نواحی ترد در HAZ میشود.
دمای بالاتر از حد استاندارد موجب رشد دانهها و کاهش چقرمگی میگردد.
برای فولاد کمآلیاژ و مانیسمان، محدوده دمایی ۶۵۰–۷۵۰°C معمولا مناسب است، زیرا باعث کاهش تنش و افزایش یکنواختی خواص میشود.
۲. اهمیت زمان نگهداری
زمان نگهداری کوتاه باعث آزادسازی ناکامل تنشها و سختی غیر یکنواخت میشود.
زمان نگهداری طولانی بیش از حد، رشد دانهها را تسریع کرده و چقرمگی را کاهش میدهد.
قانون تجربی: هر ۲۵ میلیمتر ضخامت قطعه، حدود ۱ ساعت نگهداری در دمای هدف لازم است.
۳. نرخ سرد شدن
سرد شدن سریع پس از PWHT باعث ایجاد تنشهای جدید و تشکیل ساختارهای سخت و شکننده میشود.
سرد شدن کنترلشده (۱–۳°C در دقیقه) در کوره یا زیر پوشش عایق، بهترین نتیجه را ایجاد میکند.
بخش هفتم: بررسی ریزساختار اتصالات جوشی فولادی قبل و بعد از عملیات حرارتی
۱. قبل از عملیات حرارتی
منطقه جوش (WM): ناهمگن، شامل مارتنزیت و رسوب کاربیدها
HAZ: رشد دانهها، ایجاد مناطق ترد و کاهش چقرمگی
تنشهای پسماند: بالا، تمرکز تنش در مرزها
۲. پس از عملیات حرارتی
منطقه جوش و HAZ: یکنواخت و ریزدانه
کاهش مارتنزیت ترد و افزایش فریت/بینیت
تنشهای پسماند کاهش چشمگیر
مقاومت در برابر ترک و خستگی به شدت افزایش مییابد
نکته: تصویر میکروسکوپی قبل و بعد PWHT نشان میدهد که عملیات حرارتی باعث یکدست شدن ساختار فلزی و بهبود عملکرد مکانیکی میشود.
بخش هشتم: تأثیر عملیات حرارتی بر فولادهای مانیسمان و درزدار
۱. فولاد مانیسمان
حساس به تنش و ترک حرارتی
پس از جوش، منطقه HAZ دارای مارتنزیت ترد و تنش پسماند زیاد است
PWHT در دمای ۶۵۰–۷۵۰°C باعث:
کاهش تنشها
افزایش چقرمگی
تثبیت ساختار میشود
نتیجه: افزایش طول عمر و ایمنی سازههای تحت فشار بالا
۲. فولاد درزدار (ERW/Welded Steel)
ناحیه جوش دارای احتمال تردی بیشتر نسبت به فولاد مانیسمان
PWHT باعث کاهش تمرکز تنش و یکنواخت شدن خواص مکانیکی در HAZ میشود
بهبود مقاومت در برابر ترک و خستگی
برای لولهها و سازههای فولادی متوسط فشار، انجام PWHT تقریباً الزامی است
مثال صنعتی: در خطوط لوله نفت، عدم اجرای PWHT روی فولاد درزدار، منجر به شکست اتصال در دمای کاری پایینتر از طراحی شده میشود.
بخش نهم: روشهای کنترل کیفیت و آزمونهای پس از عملیات حرارتی
اجرای موفق PWHT نیازمند کنترل دقیق و آزمونهای استاندارد است تا اطمینان حاصل شود که خواص مکانیکی به سطح مطلوب رسیدهاند.
۱. آزمون سختی (Hardness Test)
اندازهگیری سختی در نواحی جوش، HAZ و فلز پایه
هدف: بررسی یکنواختی خواص پس از PWHT
۲. آزمون التراسونیک (UT – Ultrasonic Testing)
شناسایی ترکها و ناپیوستگیهای داخلی
بررسی اثر PWHT در حذف یا کاهش تنشهای موضعی
۳. آزمون ضربه (Impact Test)
ارزیابی چقرمگی اتصال
نمونههای V-Notch یا Charpy در دمای کاری مشابه استفاده میشوند
۴. اندازهگیری تنش پسماند
با روشهای غیر مخرب مانند X-ray diffraction یا Hole Drilling
بررسی کاهش تنشها پس از PWHT
۵. کنترل دما و زمان در کوره
استفاده از ترموکوپلهای دقیق در نقاط مختلف قطعه
اطمینان از یکنواختی حرارت و جلوگیری از سرد شدن ناگهانی
۱. تولید متنوع اتصالات جوشی
شرکت قادر است انواع اتصالات جوشی را مطابق با نیاز صنایع مختلف ارائه دهد:
زانویی جوشی فولادی (Elbow Welded): در زاویههای ۴۵، ۹۰ و ۱۸۰ درجه
سهراهی جوشی (Tee Welded): مساوی و نامساوی
تبدیل جوشی (Reducer Welded): برای تغییر سایز خطوط لوله
سردنده و نیپل (Nipple & Stub End): در انواع مانیسمان و درزدار
تمامی محصولات با رعایت اصول عملیات حرارتی و کنترل دقیق دما و زمان، دارای خواص مکانیکی یکنواخت، استحکام بال ا و چقرمگی مطلوب هستند.
۲. بهرهگیری از عملیات حرارتی کنترلشده
امرتات دلتا با استفاده از کورههای پیشرفته PWHT و تجهیزات دقیق اندازهگیری دما، تضمین میکند که:
تنشهای پسماند جوش کاملاً کاهش یابد
ریزساختار فلز جوش و HAZ یکنواخت و مقاوم باشد
مقاومت در برابر ترک، خستگی و خوردگی افزایش یابد
این کنترل دقیق باعث میشود اتصالات جوشی در پروژههای صنعتی حساس و خطوط فشار بالا عملکرد عالی داشته باشند.
۳. آزمایشگاه کنترل کیفیت پیشرفته
شرکت دارای آزمایشگاه مجهز به تجهیزات آزمونهای مکانیکی و … است، این امکانات اطمینان میدهند که هر قطعه اتصالات جوشی قبل از ارسال به پروژه از نظر خواص مکانیکی و ریزساختاری بررسی شده و استانداردهای لازم را دارا باشد.
۴. تجربه و تخصص در پروژههای صنعتی
ارائه اتصالات با دقت ابعادی بالا و خواص مکانیکی تضمین شده
امکان تولید در تیراژهای مختلف مطابق با نیاز پروژه
رعایت کامل استانداردهای ملی و بینالمللی